





解説・注意事項
1.熱処理に適した油とは
熱処理油は、所定の温度に加熱されたワークを浸漬、あるいは噴射によって冷却します。その為には、次の要件を満足する必要があります。
- 適切な冷却性能を有する。
- 熱安定性が高い。
- 作業が安全で、持ち出しが少ない。
2.熱処理の選定
熱処理油を選定する場合は、次のことを確認の上で選定する必要が有ります。(選定の際は次のことを確認の上、当社にご相談下さい。)
- ワークの材質(SS,SC,SCM,SNCM,SUJ,SUS等)
- 形状(大・小・寸法)
- 要求硬度や変形。
- 光輝性の必要の有無。
- 熱処理設備(油量・攪拌・加熱・冷却・洗浄・テンパー等)の種類
- 1チャージの重量や単位時間の処理量
3.JIS規格(K2242-1997)による熱処理油の種類
| 種類 | 用途 | |
|---|---|---|
| 1種 | 1号 | 焼入れ硬化しやすい材料の焼入れ用 |
| 2号 | 焼入れ硬化しにくい材料の焼入れ用 | |
| 2種 | 1号 | 120℃内外の熱浴焼入れ用 |
| 2号 | 160℃内外の熱浴焼入れ用 | |
| 3種 | 1号 | 油温150℃内外の焼戻し用 |
| 2号 | 油温200℃内外の焼戻し用 | |
4.熱処理油の管理
熱処理においていろいろなトラブルが発生しない様、定期的に使用油を採油しチェックしておく必要があります。当社ではアフターサービスの一貫として、使用油の試験分析(有料)を行なっております。
| 油種 | チェックポイント | ||
|---|---|---|---|
| コールドクエンチオイルJIS 1種 | 水分 | 冷却曲線 | スラッジ(光輝度) |
| ホットクエンチオイルJIS 2種 | 水分 | 粘度(冷却曲線) | スラッジ(光輝度) |
その他必要に応じて、引火点・残留炭素・燃焼点を測定する。
要点
| 水分 |
冷却装置、補充油ドラム、温度変化による空気中の水分が結露して油槽にも混入する。 その結果、焼割れ、焼入れ歪、硬度不足、硬さムラ、着火し易さ、光輝性の低下を起こす。 |
| 冷却曲線 |
(1)酸化、重合、または熱分解による低分子の発生で対流段階に変化が発生する。 (2)添加剤の老化または沸騰段階に於ける選択的な持出しで変化する。 |
| スラッジ |
基油及び添加剤の老化で発生するが、焼入油槽の油表面の酸素の有無により甚だしく差がある。 ただし炭化物は金属表面で熱の不良導体の為、硬度不足の原因を作る。 |
| 光輝度 | 熱処理油老化生成物(過酸化物、スラッジ)の生成程度により異なるが、これを無酸化ガス加熱した金属試片を焼入れて、焼付いた老化生成物の状態を観察し、1(最良)~0.4(黒色)の数値で表示する。 |
| 粘度 | ホットクエンチ、マルクエンチオイルでは冷却曲線と共に管理の対象とする。 |
| 気泡 | 循環ポンプ、攪拌機のプロペラ等により気泡が発生すると焼入性等に悪影響がありますから注意が必要です。 |
| 試料採取 | 特に事故発生の場合は静止(1時間以上停止油槽の底部)と攪拌の2条件で採油する。(0.5~1㍑) |
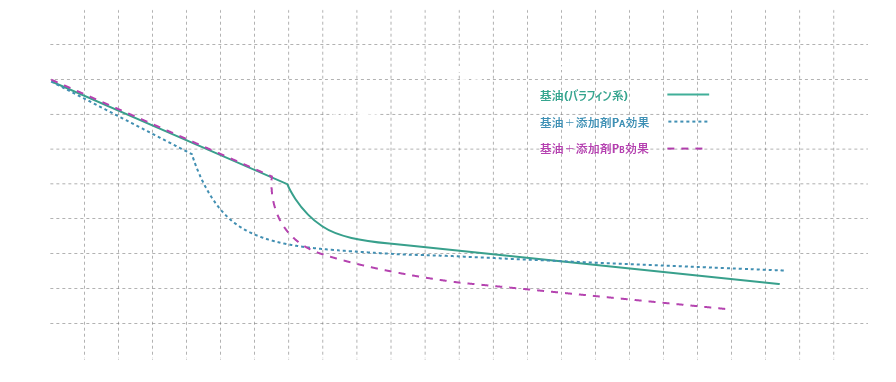
5.冷却曲線について
熱処理油の主な目的である冷却性能は、冷却過程における特性温度(蒸気膜段階から沸騰段階に移る時の温度)及び300℃以下の冷却時間の変化によって左右されます。
(下記の冷却曲線を参照ください。)
焼入油の添加剤の種類とその効果
| 添加剤 | 特性と効果 | |
|---|---|---|
| PA |
AS-50H AS-80H |
特性温度を上昇させる。炭素鋼・低合金鋼の焼入れにその効果を発揮する。 |
| PB |
AS-20S,40S AS-25EL |
対流段階の冷却性能を高める。下部ベーナイトの発生を阻止し、大型部品の焼入れに効果を発揮する。 |
| PC | AS-25EL | 油中に生成するスラッジの分散をよくし、焼入れ油の洗浄性を向上させる。 |
| PD |
AB-25B AB-40L |
焼入油の光輝性を向上させる。 |
| PE |
AC-100R AC-100B |
焼入油の粘度を調整する。 |
| PF | AB-40L | 特性温度を上昇させ、光輝性を向上させる。 |
| PG | AB-40ES | 減圧下の使用において、油の分解を阻止する光輝性向上剤、主に真空焼入油用(コールド) |
その他添加剤
弊社には”技術と添加剤をカプセルにした種々の焼入油添加剤”があり、あらゆる焼入油の使用状況に合わせ、ご要望にそえるよう研究しています。諸経費節減の時代にご使用中の焼入油の性能向上、用途変更にお気軽にご相談ください。





